Vertical Integration
TOOLING FIXTURES
WELDING SYSTEMS
SYSTEM INTEGRATION
TOOLING FIXTURES
WELDING SYSTEMS
SYSTEM INTEGRATION
Grinding can be used to achieve high dimensional accuracy, surface finish and close tolerances. We can handle both small and large grinding projects.

Surface grinding is a finishing process. It uses a rotating abrasive wheel to smooth a flat surface of material. This results in a close tolerance and refined finish. We use surface grinders for tolerances tighter than .001”. The surface grinder is composed of an abrasive grinding wheel, a work holding device called a chuck, and a rotary or reciprocating table. The chuck secures the material in place. Non-ferromagnetic and nonmetallic pieces are secured by vacuum or mechanical means.
Surface grinders consist of a table that traverses both longitudinally and across the face of the wheel. The grinding wheel rotates the spindle head, and is adjustable for height. Modern surface grinders can be semi-automated, requiring little operation intervention.
Usual workpieces include cast iron and steel. These materials do not tend to clog the grinding wheel. Surface grinders can also work on stainless steel, brass, aluminum and some plastics. The grinding wheel can work on a variety of shapes. Straight wheels can be modified to produce custom geometries.
Vertical Spindle (wheel-face) surface grinders – The face of this type of grinder is used on the flat surface. This type of grinding is typically used for material removal. The workpiece is held on a reciprocating or rotary table with indexed or continuous rotation. Indexing allows for loading or unloading a station while grinding operations continue on another.
Horizontal spindle (peripheral) surface grinders – The flat edge (periphery) of the grinding wheel is in contact with the workpiece. This produces a flat surface. Peripheral grinding is used in high –precision work with flat surfaces, angles or tapers, recessed surfaces, slots, flat surfaces next to shoulders, and profiles.
Disc grinders & double-disc grinders – Disc grinding is similar to surface grinding. But there is a larger contact area between the workpiece and the grinding disc. There are both horizontal and vertical spindle types. Double disc grinders simultaneously work on both sides of a workpiece. Double disc grinders can achieve fine tolerances.
The condition of the grinding wheel is a vital factor. Grinding dressers maintain the condition of the grinding wheel. They can be table mounted or mounted in the grinding wheel head. Commonly used materials for the surface of the grinding wheel are silicon carbide, diamond, aluminum oxide, and cubic boron nitride (CBN). Aluminum oxide grinding wheel are typically the most common. CBN and diamond grinding wheels are very hard, and cam economically grind materials like carbides and ceramics.
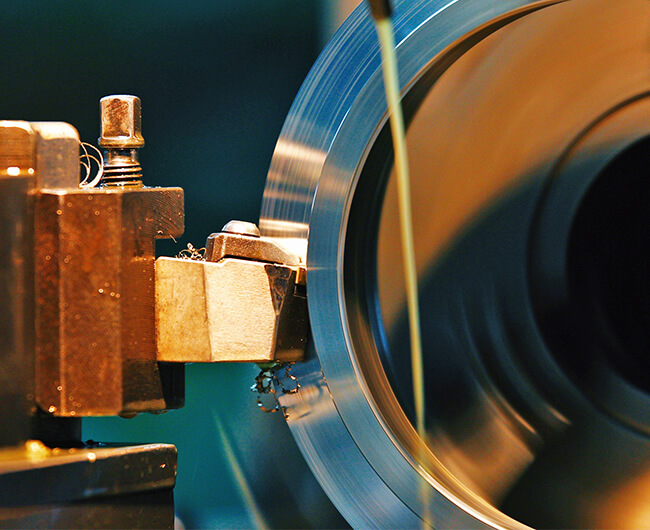
Outer diameter (OD) grinding uses cylindrical grinding machinery along with a swiveling wheel head to grind the outer surfaces of workpieces. The part rotates along the true central axis or between true center and the part endpoints. The grinding wheel allows for the part to be rotated as the outer edge of the wheel grinds on the workpiece. The workpiece and the grinding wheel both rotate as the wheel turns counter to the direction of the workpiece. This creates a smooth operational process as material is grinds off the workpiece.
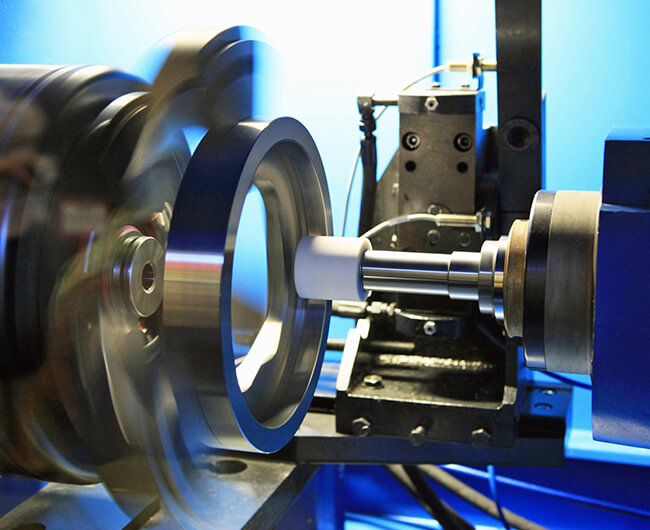
Precision inner diameter grinding is a machining process that removes material from the inside of a conical or cylindrical workpiece. This results in new internal dimensions. ID grinding is also called inside diameter grinding and bore grinding. ID grinding us generally done to achieve a precision surface with high accuracy on the inside diameters. The workpiece is mounted on a chuck to allow for rotation during grinding. ID grinding provides functional, perfect surfaces in components that need to establish a non-positive connection with a shaft or axle. ID grinding is used for refining bores with a high-precision fit. It’s also used for machining very hard surfaces. ID grinding can be used to produce tapered fits.
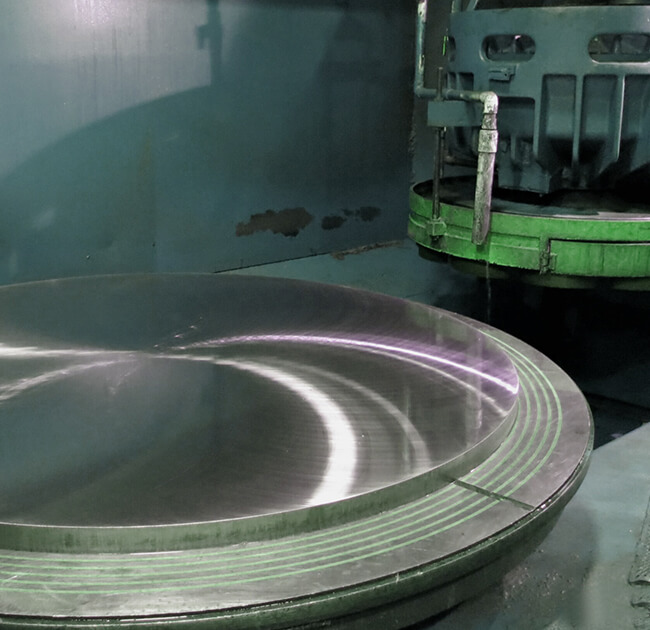
Blanchard grinding is a very efficient type of rotary surface grinding. It can be used on practically any material. Blanchard grinding can remove large amounts of material from the workpiece. This allows for quickly finishing surfaces. It works best with single-sided or double-sided grinding of parts with flat surfaces. The grinding method was named for the company that developed and patented the machine.
Grinding stones are mounted on a vertical spindle. This creates a cross-hatch pattern while the part is rotated while held on a magnetic chuck. Blanchard grinding produces a fine finish with little or no coarseness.
Gable Manufacturing can help you save time and money with our in-house precision grinding and custom machining. We deliver precision grinding, drilling, boring, counter-boring, counter-sink and beveling options. Our experience and equipment meet high tolerances and pristine finishes. We offer fast turnaround times and exceptional customer service.